|
|
���������꣬�S�����aҎģ���U��,����Ҫ����w�{�������a�еķ����ԺͿ����ԣ���Ŀǰ���y�Ķ��x���џo���M��F�еĿ���������Ҫ���F�ڣ�
����1���^���Ԅӻ��̶ȵͣ���Ϣ�ɼ��ͷ����Բ��Â��y�Ķ��x������ʹ�����ɼ��������{����������ϵ�y�\�еķ����ԡ�
����2���x��Ȳ���Ϣ������С���ɼ��ĉ����������Ȕ����o���L�ڱ��棬�������պ����a�����Ěvʷ��ԃ�ͷ�����
����3��ϵ�y�ɿ��Եͣ���Ҫ�䌣��ؓ؟ԓϵ�y���\�У�������˹��ɱ���������
�����b���������c��ͨ�^����PLC���ɾ��̿�����������ϵ�y����Q��ǰ���ڵĆ��}��
����1 PLC����ϵ�y�����c���M��
����PLC�ڬF�����I�����I�����缺�õ��ˏV���đ��á���PLC�Ŀ��ƹ��ܶ��ԣ����Ї�֔�����㡢���̡��װ��b���ɿ��Ըߵȃ��c����ͨ���ԏ����m����V,�e�ڔ�����ݔ��/ݔ����߉�����I���Пo�ɱȔM�ă��c��PLC�����S����߉����ָ�������ָ����ṩ���|����Ӳ������ˮƽ��ϵ�yܛ��ƽ�_���W���̵đ���ܛ��ƽ�_�����⣬PLC���������ľW�j�wϵ�����_��I��0��ͨӍ�ӿڣ������M���W�j�����F�h���L����
����PLC����Siemens��˾���a��S7-300ϵ�У����ڬF����PLCϵ�y�c�����ҵ���λ�C���x�^�h��800�����ң������ͨӍϵ�y��Ɍ����b RS-485���^���������ڬF������TP27-10//�|�����M�Д����@ʾ���_��ϵ�y�\�еķ����ԡ�ϵ�y�M����D1��ʾ��
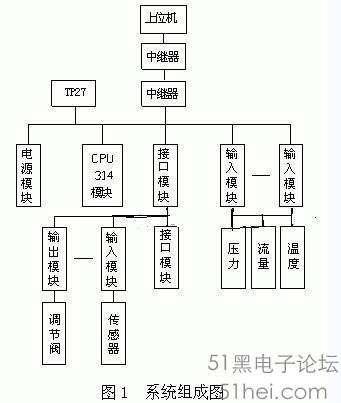
1.1 ϵ�y�Y����Ӳ������
����������������CPUģ�K����CPU314��������ݔ�루DI������SM321ģ�K��������ݔ��(DO) ���� SM322ģ�K��ģ�M��ݔ�� (AI) ���� SM331ģ�K��ģ�M��ݔ��(AO) ���� SM332ģ�K�Լ�IM365��ģ�K�M�ɣ�IM365���F�C�ܔUչ����λ�O�ؙC���� SIEMENS��˾CP5611�W�����Ӌ��C�cPLC֮�g�Ĕ���ͨӍ������ͨӍ�W�j����MPI��ͨӍ�f�h������λ�C�ϿɌ��������w�{���^���M�бO�غͲ�����
����
����1��2����ϵ�y�Ĺ��܌��F
����PLC����ľ���ֱ���Pϵ������ϵ�y�ܷ������������������OӋ���P�I���ھ����ߌ���ˇϵ�y������̶Ⱥͳ����Ƽ��g���`��á���ˣ��ڳ����OӋ�����ȿ��]�˹��≺���{��ϵ�y�����c���������OӋ�������ֳɶ�������ģ�K������ģ�K�����̡��@�Ӽȿ��Է�������ӻ�h������ģ�K�����ڬF������ˇ���{�����ֿ�ᘌ������O��ɿ��Ԍ���ͬ����ģ�K�M�����ơ�
����PLC�ľ���ܛ������SIEMENS��˾��SIMATIC STEP7 V5.1ܛ��ƽ�_�Á����Ӳ���M�B����ַ��վַ�ķ����Լ������������a�^�̵Ŀ��Ƴ���ġ���λ�C�O��ܛ�����Ç��aܛ���M�B����ȫ�����Ýh�����棬����ϵ�y���_�l�c������ԓϵ�y�\����Windows2000����ƽ�_���Ɍ��F�����a�^�̵�ȫ��O�أ�����Ҫ�����γɚvʷӛ䛣��Ԉ������������ʽ�@ʾ�o�����ˆT��ͨ�^VB�Z���_���������������ҵ���λ�C�@ʾ��Ҫ�����Ěvʷڅ�ݡ����rڅ�ݣ����F�����{�������Ԅ��ГQ�������������ĸߡ����ވ������������@ʾ�c��Ӌ���M������a�ʵ��{������
1.3 �F���@ʾ
�����F������TP27�|�����M�Ѕ����@ʾ�����ƣ��|���������ɽM�Bܛ������ɣ��˙C����������IJˆΣ������Ѻã��������㣬�����^������Ҫ���ڬF���������������yλ���@ʾ�c����������������ˆT�F��������������
����
����1.4 ���ؙC����
�������ؙC�������AIPC-610��ͨ�^CP5611�������S7-300 PLC�c���ؙC��ͨӍ����Ҫ��������΄գ����ͬF���O�ؔ������\�бO�أ�����ӛ䛺��ų���ʾ�������O�ã����a����������̎�����D�λ�ʾ�̺��x�����̡�
����
����2 ϵ�y���F�˹���ϵ�y���Ԅӿ��ƺͱO�أ���Ҫ�������¹��ܣ�
����1���`��IJ�����ʽ�Լ������ϵ�y���ƹ��ܣ�
����ϵ�y���Ԍ��F��λ�C���������ƹ��|���������;͵��քӲ�����
����2�����ܣ�
���� ���������^��ˇҪ���ڬF�����͵،��F�ߡ����މ�����
����3�����Ρ�����ą����O����
���������{���y�ĉ����O��ֵ��P��I��D�ȅ�����������λ�C���O����
����
����2.1 ϵ�y���ƹ���
������1���^�̿��ƵĹ��ܣ�
����1)ϵ�y�����≺�����F��PID�Ԅ��{�����ƣ�
����2)�����ɼ���ģ�M��̖�M�о��Ի����V�������̆�λ�D�Q̎����
����3)���F��������̖�Ĝء����a��������˃x���Ĝy�����ȡ�
����
������2��߉����
�����i߉���ƌ��F�_/�P�Ŀ��ƣ�߉���Ƽ��Ñ��Զ��x���܉K�ȡ�ϵ�y���F��늴��y�����Լ�����Խ�ވȹ��ܡ�
����
������3���˙C�ӿ�
����HMIϵ�y�а�������ˇ���棬��ϵ�y�͚≺�������������≺���{���ȶ�����棬����ֱ�^���S�����߂�PID�ھ��{�����ھ��@ʾ�{���������ܣ������^����׃��څ�ݵČ��rڅ���������vʷڅ��������
����
������4�������ӡ
�����Ԉ����ʽ�L�ƈ�ӛ䛡��vʷӛ䛮��棬�{���g������������rڅ�������͚vʷڅ���������S���O���r�g�Σ���ӡ�ھ�څ�ݣ��vʷڅ��������
����
����3 ܛ���OӋ
��������ԓϵ�y���w��r��PLCϵ�yܛ���OӋ�^��������Ҫ���]�������ׂ����棺��������
������1�� �����ɼ����������D�Q����
������2�� PID�㷨����
������3�� �����؉��a��Ӌ���Լ��������۷eӋ��
��������ϵ�y�е�߉�����x�����ΈD��LADDER�����̣�ֱ�^�����㣻����PID��·���������؉��a��Ӌ���Լ��������۷eӋ�㲿�քt�����Z�����STL�����̣��Y���o�������`�
����PID�{����ԓϵ�y�������Ҫ�Ŀ��Ƴ�������،�PID�㷨��һ���c��B��
����
����3��1 �Уɣ��㷨����
����STEP7�ṩ�˃ɷN���õ�PID�㷨���B�m��PID��FB41�����xɢ��PID��FB42�����������HҪ���x�õ���FB41�����ڽM�B����ʹ�î��D����ģ�Mһ��PID�{�����IJ�����壬���PID�{�������е���/�Ԅ��ГQ���o��ֵݔ�롢�ք�ݔ��ֵݔ�롢PID����������ϵ�����e�֕r�g��ݔ��ȹ��ܡ�
����PID�㷨��ݔ�����H���DZ�����P�����e�֣�I�����֣�D������������֮�ͣ�
�����ͣ�ͣУ�ͣɣ�ͣģ��
�����ͣУ� �� �ǣ��ɣ����ӣУ �У֣����
�����ͣУ� �� �ǣ��ɣ� �� �ԣӣ� �ԣɢ����ӣУ �У֣�� �ͣء���
�����ͣģ� �� �ǣ��ɣ� �� �ԣģ� �ԣӢ����У֣���� �У֣����
�����ͣ�ڣ�βɘӕr�̵�ݔ��ֵ��
�����ͣУ�ڣ�βɘӕr�̵ı������ã��cƫ������ȡ�
�����ͣɣ�ڣ�βɘӕr�̵ķe�����ã����������o���߿���Ʒ�|��
�����ͣģ�ڣ�βɘӕr�̵������ã�������ֵ��׃�����{���������Ƴ��{�����������ӣУ�ڣ�βɘӕr�̵��O��ֵ��
�����У֣�ڣ�βɘӕr�̵��^��ֵ��
�����ͣأ��ڣ���βɘӕr�̵ķe�����ã�ÿ�βɘ�Ӌ����Ԅ�ˢ�¡�
�����ǣ��ɣΣ���·���棬P������
�����ԣɣ��e�֕r�g��������I������
�����ԣɣ��֕r�g��������D������
�����ԣӣ��ɘӕr�g��
��������������Ĺ�ʽ�п��Կ���������P��GAIN���cP��I��D���ö��dz����ȵģ����Q����PID��·���`���ȣ����{���ٶȵĿ������Ʌ���Խ�e������Խ������D����Խ��������Խ�������܆ο���ՓӋ����_��PID������Ψһ�ĺ����˜ʾ��DZ��������������ľ��Ⱥͷ����ȣ������ڌ��H�{ԇ�У����Dž��ձ������Č��r�����������^��������Ķ��_����ѵĿ���Ч����
4 ����ԓϵ�y�����x
�� ��1��Ӌ��C������ʹ��ϵ�y��Ϣ�����������ɼ��c�������r���ʴ_��ϵ�y�����a�����Ɍ��F�L�ڱ��棬���������a�����Ěvʷ��ԃ���ϵļ��r�ų���
�� ��2��ԓϵ�yͶ���\�к�ͨ�^Ӌ��C�@ʾ�c���ƣ�������^���Ԅӻ��ij̶ȣ��Ɍ��F�o���{���������p���˲����h�����������\�гɱ���ʹϵ�y�Ĺ����Ϳ�������һ�����_�A��
����
|
|


 ����TQQ:125739409;���g����QQȺ281945664
����TQQ:125739409;���g����QQȺ281945664


