PLC順序控制設計法之功能表圖
一、PLC順序控制設計法
PLC順序控制就是按照生產工藝預先規定的順序,在各個輸入信號的作用下,根據內部狀態和時間的順序,在生產過程中各個執行機構自動地有序地進行工作。使用順序控制設計法時首先根據系統的工藝過程,畫出順序功能圖,然后根據順序功能圖畫出PLC梯形圖。
PLC順序控制設計法是一種先進的設計方法,很容易被初學者接受,程序的調試、修改和閱讀也很容易,并且大大縮短了設計周期,提高了設計效率。
二、PLC順序控制設計法的設計基本步驟
1.步的劃分
分析被控對象的工作過程及控制要求,將系統的工作過程劃分成若干個階段,這些階段稱為“步”。步是根據PLC輸出量的狀態劃分的,只要系統的輸出量狀態發生變化,系統就從原來的步進入新的步。在每一步內PLC各輸出量狀態均保持不變,但是相鄰兩步輸出量總的狀態是不同的。
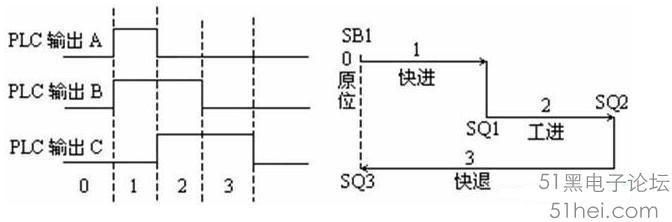
2.轉換條件的確定
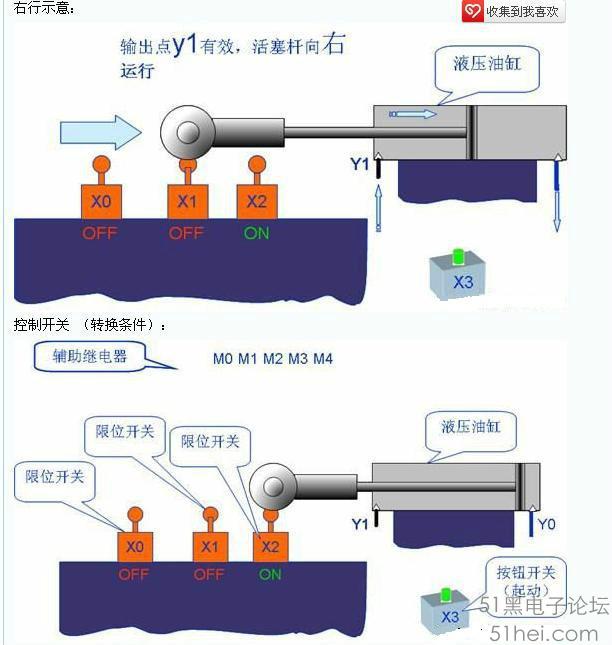
轉換條件是使系統從當前步進入下一步的條件。常見的轉換條件有按鈕、行程開關、定時器和計數器的觸點的動作(通/斷)等。
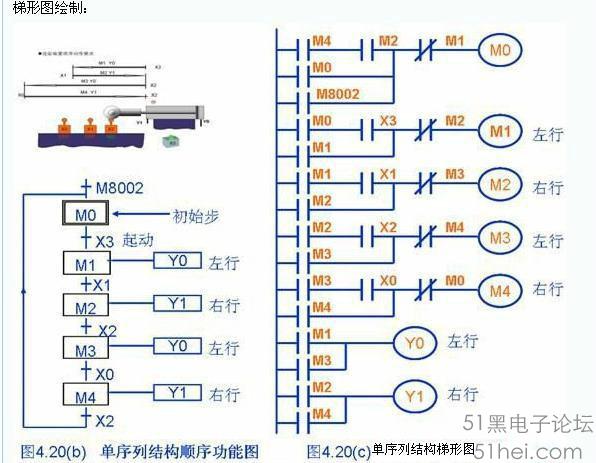
3.順序功能圖的繪制
根據以上分析畫出描述系統工作過程的順序功能圖。這是順序功能設計法中最關鍵的一個步驟。繪制順序功能圖的具體方法將在下節介紹。
4.梯形圖的繪制
根據順序功能圖,采用某種編程方式設計出梯形圖。
常用的設計方法有三種:起-保-停電路設計法、以轉換為中心設計法、步進順控指令設計法。
三、順序功能圖的組成要素
順序功能圖主要由步、有向連線、轉換、轉換條件和動作(或命令)等要素組成。
步與步之間實現轉換應同時具備兩個條件:
(1) 前級步必須是活動步。
(2) 對應的轉換條件成立。

案例:
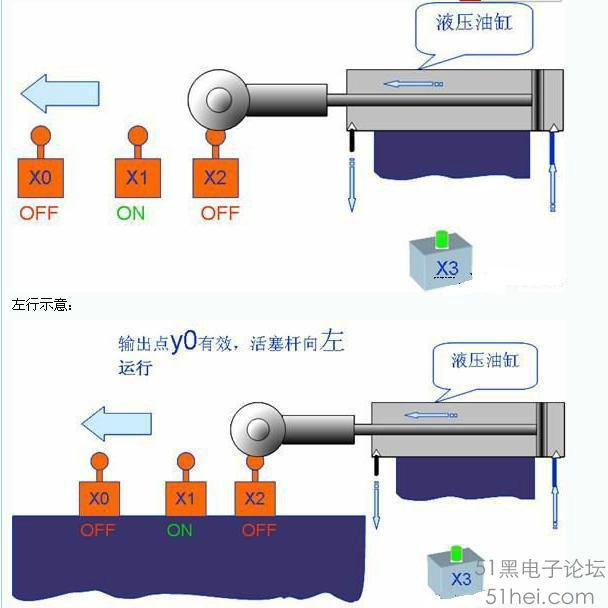
液壓進給裝置運動控制:


|









 QQ好友和群
QQ好友和群 QQ空間
QQ空間 騰訊微博
騰訊微博 騰訊朋友
騰訊朋友 收藏
收藏 淘帖
淘帖 頂
頂 踩
踩

