5.程序五:銑薄手柄至厚度為18mm,同一程序銑兩側
程序原點在手柄頂端圓心處
程序名:SDT05.MPF
G54 G90 G17
T1D1
M03 S800
G0Z100F50
G0X0Y-46.5
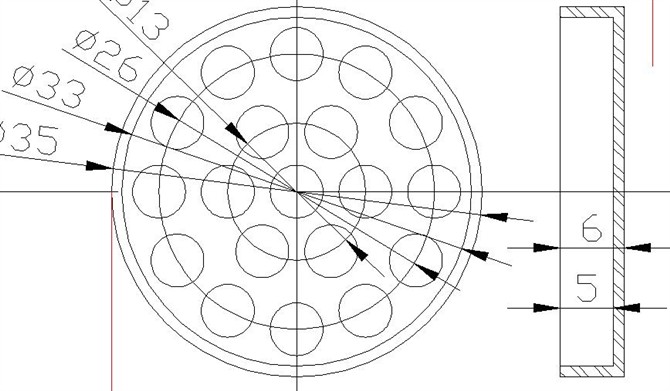
R101=50 R102=2 R103=0 R104=-10
R116=0 R117=-46.5 R118=30 R119=75 R120=5 R121=0 R122=50
R123=100 R124=0 R125=0 R126= 3 R127= 1
LCYC75
R104=-17 R118=47
LCYC75
M02
銑削完成后翻身銑另一面用同一程序
完后直接選擇SDT08.MPF
//////////////////////////////////////////////////////////////////////////////////////////////////////
/////////////////////////////////////////////////////////////////////////////////////////////////////
6.程序六:挖電池槽 10mm刀具
程序原點在手柄頂端圓心處
程序名:SDT06.SPF
G54 G90 G17
T1D1
M03S800
G0Z100F100
G0X0Y-46.5
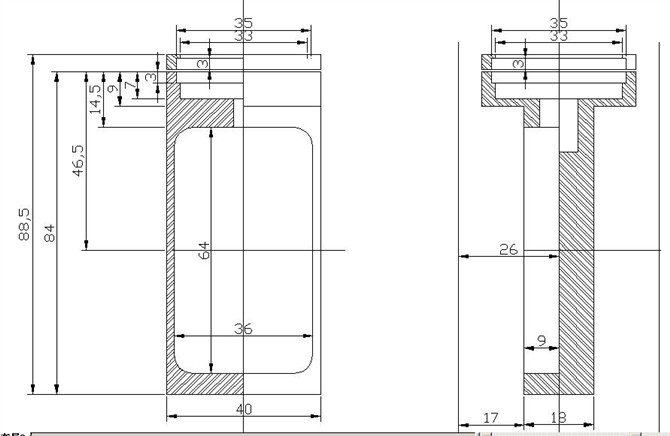
R101=50 R102=2 R103=--17 R104=-22 R116=0 R117=-46.5 R118=36 R119=64 R120=5 R121=0 R122=50
R123=100 R124=0 R125=0 R126= 3 R127= 1
LCYC75
G0Z100
M02
//////////////////////////////////////////////////////////////////////////////////////////////////////
/////////////////////////////////////////////////////////////////////////////////////////////////////
7.挖走線槽,刀具10mm
程序原點在手柄頂端圓心處
程序名:SDT07.MPF
G54 G90 G17
T1D1
M03S800
G0Z100F50
G0X13Y-19.5
G01Z-26F50
G01X0F100
Y-73.5
X-13
X13
G0Z100
M02
//////////////////////////////////////////////////////////////////////////////////////////////////////
/////////////////////////////////////////////////////////////////////////////////////////////////////
8.銑窄手把程序,程序原點在手柄頂端圓心處,Z值在直徑處 刀具10mm
G54 G90 G17
T1D1
M03 S800
G0Z100F50
G0X0Y-46.5
R101=50 R102=2 R103=6 R104=0
R116=-17 R117=-46.5 R118=20 R119=75 R120=5 R121=0 R122=50
R123=100 R124=0 R125=0 R126= 3 R127= 1
LCYC75
R101=50 R102=2 R103=6 R104=-1.5R116=-17 R117=-46.5 R118=14 R119=75 R120=5 R121=0 R122=50
R123=100 R124=0 R125=0 R126= 3 R127= 1
LCYC75
G0X-17Y-19.5
G0Z2
G01Z-10F50
G01Y-73.5F80
G01Z-21F50
G01Y-19.5
G0Z100
M02
完后翻身銑另一側,
//////////////////////////////////////////////////////////////////////////////////////////////////////
/////////////////////////////////////////////////////////////////////////////////////////////////////










 QQ好友和群
QQ好友和群 QQ空間
QQ空間 騰訊微博
騰訊微博 騰訊朋友
騰訊朋友 收藏
收藏 淘帖
淘帖 頂
頂 踩
踩

