1. 焊接工藝
1.1 焊接工藝的基本知識焊接,也稱作熔接、镕接,是一種以加熱、高溫或者高壓的方式接合金屬或其他熱塑性材料如塑料的制造工藝及技術。 焊接通過下列三種途徑達成接合的目的:
1、熔焊——加熱欲接合之工件使之局部熔化形成熔池,熔池冷卻凝固后便接合,必要時可加入熔填物輔助,它是適合各種金屬和合金的焊接加工,不需壓力。
2、壓焊——焊接過程必須對焊件施加壓力,屬于各種金屬材料和部分金屬材料的加工。
3、釬焊——采用比母材熔點低的金屬材料做釬料,利用液態釬料潤濕母材,填充接頭間隙,并與母材互相擴散實現鏈接焊件。適合于各種材料的焊接加工,也適合于不同金屬或異類材料的焊接加工。
本次實驗中使用手工焊接的熔焊。
1.2 焊接工具、焊料、焊劑的類別與作用(1)焊接工具:烙鐵
烙鐵是焊接必備的工具,用于提溫以使錫融化。 烙鐵由一個發熱芯,絕緣手柄和烙鐵頭組成。電通過電流后,電阻加熱元件產生熱量。
(2)焊料:焊錫
實驗中使用的焊錫材料為錫鉛合金。
助焊劑(松香):加速焊錫融化,去除氧化膜,防止氧化。
螺絲刀:拆裝機器狗。
鑷子:焊接時夾持。
鉗子:剝線、剪裁焊錫。
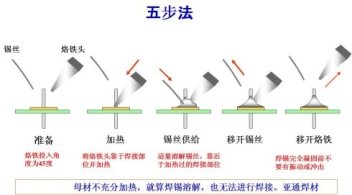
1.3 焊接方法調整管腳形狀、插放元件、加熱焊接、檢查焊接效果、剪掉多余的管腳。
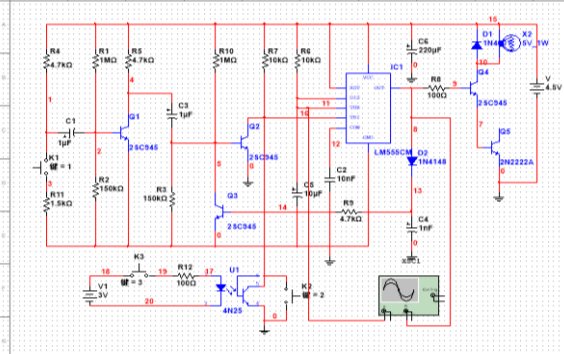
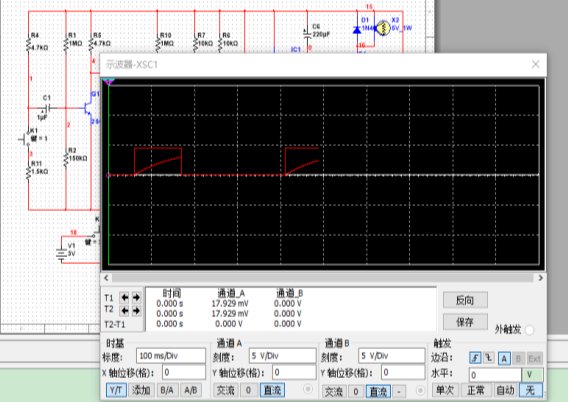
2. 原理圖設計與仿真2.1 Multisim仿真電路2.2 電路仿真波形
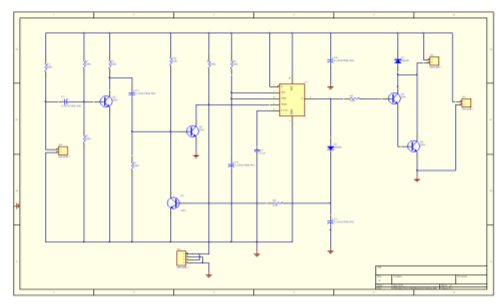
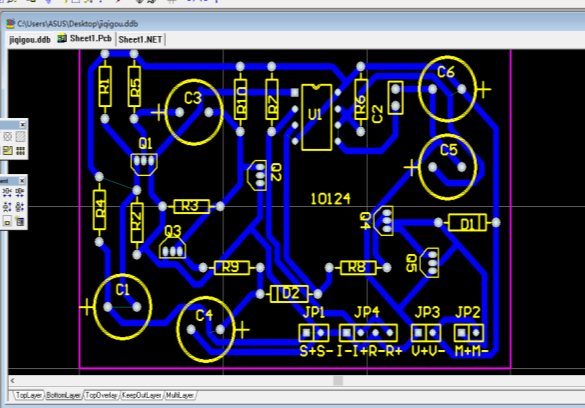
3. 印制板設計3.1 電路原理圖3.2 機器狗的印制板圖
4. 機器狗的焊接、安裝及調試
4.1 機器狗的基本工作原理機器狗主要由聲控檢測電路、光控檢測電路、磁控檢測電路、觸發電路、單穩態電路、電機驅動電路和開關組成。聲控、光控、磁控檢測電路分別由麥克、光敏三極管、干簧管夠成,將聲、光、磁信號轉變為電信號,為單穩態電路提供觸發信號。信號經功放放大后驅動電機運轉,帶動機器狗運動。

0.png (5 KB, 下載次數: 166)
下載附件
2018-9-21 17:07 上傳
當麥克風沒有接收到聲音時,呈高阻抗,使得Q1處于截止區,處于復位狀態,3腳輸出低電平,則電機不工作,機器狗保持靜止狀態。
當麥克風接收到聲音時,內部會產生變化而導致其電阻變小。此時聲音信號產生的脈沖信號通過C1直接耦合到Q1的基極上使之導通,信號經過共射后被反向放大。再通過C3直接耦合到Q2的基極,和經過R10的電壓疊加變成高電平,促使Q2導通,使得555芯片與其他元件構成的單穩態電路的2腳從高電平跳變為低電平,這使得555芯片被觸發翻轉,3腳輸出高電平,使D1導通,此時電動機開始工作。也就是說機器狗開始行走并發出叫聲,持續時間與觸發器延時時間相同。
當555芯片的3腳輸出高電平時,電機被帶動工作,D2導通,電壓通過R10直接加到Q3的基極上,Q3導通,集電極產生負電壓使得Q2反偏,又重新使得555芯片的2管腳回到高電平,555芯片在一個單位延遲時間后不再被觸發。
4.2 元器件的識別與測試 | | |
| | 本次所用電阻為五色環電阻,按照黑棕紅橙黃綠藍紫灰白從0~9的順序,前三 位為有效阻值,第四位為有效位數,第五位為允許偏差(皆為1%)此規則讀數識別 |
| | |
|
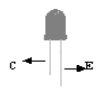
| 注意極性,判斷NPN和PNP,注意引腳封裝。以及判斷8050、9014(D) |
| | |
| | 兩個PN結組成,但基極沒有引線;當遇到光照時,C、E兩極導通,測量時紅表筆接C |
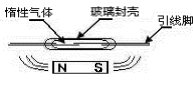
| | 由一對磁性材料制造的彈性舌簧組成,密封于玻璃管中;舌簧磁化,當磁場作用時舌簧被吸引力作用接觸導通,即電路閉合 |
| | |
4.3 機器狗的焊接首先,按照說明和印制板上的標識,焊接各個器件到印制板上。
然后,將焊接好基本器件的印制板與機器狗內部進行連接。符號說明如下:
①電動機:打開機殼,電動機(黑色)已固定在機殼底部。電動機負極與電池負極有一根連線,改裝電路,將連在電池負極的一端焊下來,改接至線路板的“電動機-”(M-),由電動機正端引一根線J1到印制板上的“電動機+”(M+)。音樂芯片連接在電池負極的那一端改接至電動機的負極,使其在狗行走的時候才發出叫聲。
②電源:由電池負極引一根線J2到印制板上的“電源-”(V-)。“電源+”(V+)與“電機+”(M+)相連,不用單獨再接。
③磁控:由印制板上的“磁控+、-”(R+、R-)引兩根線J3、J4,分別搭焊在干簧管(磁敏傳感器)兩腿,放在狗后部,應貼緊機殼,便于控制。干簧管沒有極性。
④紅外接收管(光控):由印制板上的“光控+、-”(I+、I-)引兩根線J5、J6搭焊到紅外接收管的兩個管腿上,其中一條管腿套上熱縮管,以免短路,導致打開開關后狗一直走個不停。用電烙鐵在狗的前胸燙出一個圓形的孔,將紅外接收管套入該孔中。應注意的是:紅外接收管的長腿應接在“I-”上。
⑤聲控部分:屏蔽線兩頭脫線,一端分正負(中間為正,外圍為負)焊到印制板上的S+、S-;另一端分別貼焊在麥克風(聲敏傳感器)的兩個焊點上,但要注意極性,且麥克易損壞,焊接時間不要過長。焊接完后麥克安在狗的尾部。
⑥通電前檢查元器件焊接及連線是否有誤,以免造成短路,燒毀電機發生危險。尤其注意在裝入電池前測量“電源-”(V-)。“電源+”間是否短路,并注意電池極性。
4.4 機器狗的組裝電路板和各感應部件的放置遵循以下思路:
1、干簧管安放在狗后部,貼緊機殼,便于磁感應
2、紅外接收管通過鉆孔放在狗胸前,便于感受光照
3、麥克風的放置應遠離電動機,避免受到電動機聲音的干擾,放置在狗的尾部
4、檢查元器件焊接及連線是否有誤,以免造成短路。檢測通過之后,方可進行封裝。
4.5 機器狗的調試拿到老師那里,裝上電池,分別通過聲音、磁鐵、手電照射看機器狗是否走一段,再停下。
5. 實習的總結與心得體會練習板焊接的時候,剛開始錫量控制的不好,主要太多的話,當兩個焊接點比較近的時候,容易粘連。我發現可以在加熱的時候用鑷子隔開,就可以分開。后來慢慢掌握了錫量,就沒有再犯這樣的錯誤。其次,我在焊接之后的處理不好,沒有將線頭連根剪斷,這是在老師評完練習板之后強調的注意事項,我在之后電路板的焊接中注意,每個都連根剪斷。
multism軟件在之前的實驗課使用過,在使用過程中沒有太大的困難,就是按照電路圖連接的時候,注意節點是否沒有連接上即可。
Protel軟件的困難就比較大了,因為從未使用過。根據網上查找的教程一步一步慢慢來,耗時較長。在自己做新元件的時候,不小心在遠處點了一個管腳,導致place的時候,因為圖太大在原理圖中只能在小范圍內移動,后來經過檢查,糾正了錯誤,恢復正常。做PCB板子的時候,元件的布置很重要,可能會因為位置關系無法連線,需要反復修改。
在制作機器狗時,沒有出現什么問題,之前出現的焊接問題都沒有再次出現,機器狗也正常。這次電子工藝實習對焊接有了大致的了解,通過自己動手焊接,也在發現問題,解決問題,學到了新的東西。
完整的Word格式文檔51黑下載地址:
 機器狗實驗報告.doc
(554.84 KB, 下載次數: 12)
機器狗實驗報告.doc
(554.84 KB, 下載次數: 12)
2018-9-21 11:11 上傳
點擊文件名下載附件
下載積分: 黑幣 -5












 QQ好友和群
QQ好友和群 QQ空間
QQ空間 騰訊微博
騰訊微博 騰訊朋友
騰訊朋友 收藏
收藏 淘帖
淘帖 頂
頂 踩
踩


